Compabloc
How two refineries maximized uptime and minimized maintenance cost in the visbreaking processes
299 views
View transcript
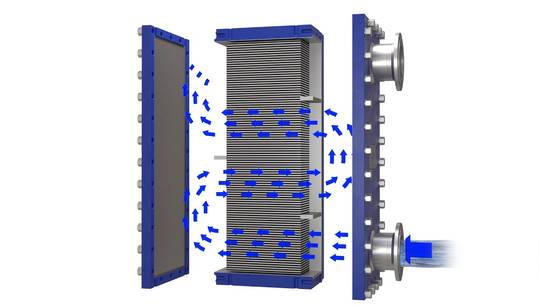
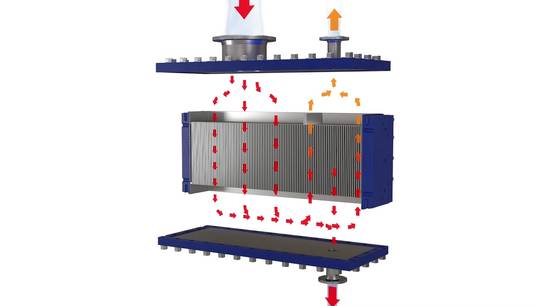
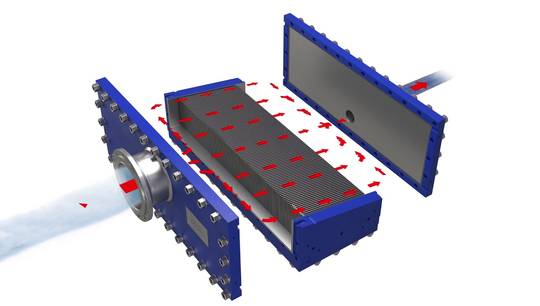
our next speaker is ava anderson from alfa laval and eva has over 20 years of work experience with alpha labelled as heat exchange expert within various industries and senior roles which includes local market development and support manager for refineries refinery regional manager for Southeast Asia and global business development manager aromatic businesses so she graduated from month university in sweden and ultimo stirs in chemical engineering from mcgill university in canada a lot of publications please read the the full list yourself in the in the bio and that's my pleasure to hand over the floor thank you very much Damon thank you very much everybody for still being here still being strong no siesta yet and also thank you very much for the organizers for having our second presentation here during this week so yesterday we present it on more related to energy efficiency and material upgrading to avoid corrosion problems in overhead systems in this bottom of the bedrock conference we are focusing on the other end with opening on the bottom of the fractionators so this presentation is going to be about how to maximize the profit from heavy oil processes and by coincidence we will also talk about the best sprinter process which means very good setting of the that of the organizers we will mention a little bit about the heavy oil processes but we have already heard a lot about those during today and definitely from people who are much more specialist in this area than I am but then we will focus a little bit on the Alfa Laval solution to how to tackle fouling problems in those heavy oil processes and like we just heard from dwarf cattle and SRC we believe that having the right heat exchanger technology together with the right antifouling chemical is probably the best solution to minimize problems and then we will finish with a case story which is from an Iberian refinery and the refinery was increasing the capacity of their voice breaking unit with forty percent and we will follow the performance of the spy.road heat exchangers during the operation since then so that's four years so just a very very quick and somatic overview of a refinery and what we would typically call the bottom of the barrel processes so we're looking at coking as mentioned in the earlier session here and des felting which was also mentioned earlier we are of course talking about hydrocracking we're talking about bitumen processes to a certain extent we're talking about catalytic crackers and we're talking about this breaking units and to maximize the profit from those heavy oil processes it is as we have also heard several times today it's about maximizing the conversion rate so getting more valuable products out from the residues maximizing the capacity and put but that also means maximizing the availability of those glands so making sure that you can extend the run links for as long as possible in between maintenance requirements maximizing plant reliability the fewer stops you do the more reliable is the process unit and as we just heard fouling in heat exchangers in pre heat trains will have a very negative impact on the energy efficiency of the processes so the more you can operate your pre heat train we've reduced fouling issues the more energy efficient your processes will be and finally minimizing of course the maintenance costs so if we are looking at these five parameters what is the drawback of the conventional technology well one very obvious drawback is the size of conventional shell and tube heat exchangers in the feed residue preheat trade for a new unit the amount of heat exchangers and the size of heat exchangers are going to lead to a substantial catholics a cost and for an existing unit which needs to increase capacity there is plenty there is just no room no footprint to add more heat and transfer efficiency into the preheat rain and now the typical problem those shell and tube heat exchangers will have is the fouling as we just heard so they normally suffer from quite severe fouling problems which doesn't only short-term the run length of the units and increase the energy sumption but the maintenance the cleaning of those heat exchangers itself can be a very tedious work and can be a quite health and safety concern for the workers as it is a carcinogenic fouling that needs to be removed so because of these obvious drawbacks of conventional technology it is becoming more and more industry standard to start looking at other heat transfer technology for feed residue in the changes in the preheat trains in heavy oil processes and the spiral heat exchanger which is maybe for some of you a new technology it's actually a very old technology it was developed the patent was taken in 1880 I don't know if you can do the math 130 years old technology at that time there was not any machinery that could actually produce the spiral heat exchangers so the first exchanges were only produced in 1940 but it still 75 years old they were developed for pulp and paper industry to handle very high fiber content influence and little by little they have been starting to be used more and more in process industries as well starting with petrochemical plants with slurries and polymers like PVC polymers and more and more getting into also the refinery applications where they have today around 30 years of experience the main process is where they are being used or as you can see in this pie chart in be too late' processes or met in the DA's 14 units it's in coker's it's in catalytic crackers it's in hydro crackers and it is simply units so today there are more than 140 spiral heat exchangers operating in refineries in these applications around the world so why has this technology become so interesting for the market well here we are listed the most typical the main characters of the spiral heat exchangers so first of all it has a very high energy efficiency it's a completely counter current flow heat exchanger and you can go to very close temperature approaches you can have a temperature approach of around five degrees C which means you're cold media can be heated to a temperature and includes 25 degrees of the inlet temperature of the heating media because of the spiral channel it also has two to three times higher heat transfer efficiency than conventional shell and you heat exchangers which means you're gonna need two to three times less heat transfer area that two to three times less heat transfer area is assembled in a very compact way which means you can squeeze around 2,000 square meter of shell and tube heat transfer area in less than 10 square meter of plot space so even in a very cramped area you can still fit these exchangers if you are revamping for additional capacity in an addition you don't need a lot of area for the service because you don't need to be able to pull out six to seven to nine metre long two bundles you just need enough space to remove the covers to do the maintenance of these exchangers another advantage is the flexible channel spacing you can play with the channel spacing from five million meter spacing to 140 millimeters spacing which means you can cater for quite high solids content and solid size in the fluids and you can do that on both hot and cold side so you don't need to if you have to fouling media's you don't need to sacrifice one of them by putting it on the shed side of a shell and tube heat exchanger then it is like a shadow tube heat exchanger it's a welded construction so it means you can go up to very high design pressures up to hundred bars and we can go up to decide temperatures of up to 450 degrees C but that is not the most interesting part with the spiral heat exchanger the most interesting part is what is called the self-cleaning effect this Bible is constructed with a single channel for the cold media and a single channel for the hot media it means there is no chance to get mal distribution if you start getting a little bit of settling in the heat transfer channel the fluid cannot choose another path it still needs to go through that same channel and with a little bit reduced and cross section the local velocities will increase and in the end you will get the scrubbing effect that will clean out the heat transfer channel so there will be fouling up to a certain extent but once you reach that threshold there is no more fouling the fouling will be the following rate will be constant so in addition to this single channel self-cleaning affect the spiral doesn't have any dip sauce there are no big collection boxes there are no turning Chandler's there is no area behind baffles there are no dead zones where fouling can also be building up and because of the high heat transfer fishin see the residence time is short which means there is also less time for the asphaltene to precipitate and build up on the heat so that is coming to this case story from an Iberian refinery this refinery wanted to increase the capacity of their whispering unit with forty percent it was not really related to the dis breaking unit itself but it was because they had installed a new hydro cracker and to feed the new hydro cracker they built a new vacuum distillation unit and that made him distillation unit had additional capacity which meant they had to increase the capacity of their existing restraining units and weave around forty percent and the existing shell and chips in the preheat rain just couldn't handle this increasing capacity they were both thermal limitations in the degree of heat recovery that they could do and hydraulic limitations so the refinery instead decided to look for spiral heat exchanger solution we saw quite recently from Singapore very similar process scheme for a typical vibrated unit just to show you from the main fractionator the residue from the hiss breaker is being used to heat the feed go into the fire theatre that is the feed preheat trained in this specific refinery it was a very complex preheat train it was not as simple as six Shannon soups in Syria error 6 2 by 3 I guess right to in parallel 3 and serious it was actually two positions one position having eight shell and tube heat exchangers it was a two in parallel for in serious but after the quench going back to the column there was a second position with another for shell and tube heat exchangers and for the final preheat or sorry final cooling of the VIS breaking residue before sending it for Eckstein generation so in total there were 12 iam heat exchangers this 12 shell and tube heat exchangers were replaced by two spiral heat exchangers and those two spiral heat exchangers of them doing forty percent more capacity these two spirals they are in serious they don't go cool the residue down to a lower temperature than what the first set of shell and tube heat exchanges were doing but they don't cool all the way down to the same temperatures as the twelve chillin tubes were doing so an extra set of steam generators had to be inserted in the preheat train to get the VIS breaking rescue down to the same temperature to tack but the pre heat rain became quite much more simple compared to the original design this is a comparison in size and number of the heat exchangers so this is a picture of the spiral heat exchangers and i would say in size they have a width of around two meters and the diameter of just above two meters 2.2 meters so you can see that twat lucia tubes were replaced by two spirals for a forty percent increase in capacity and for a robber for slightly higher energy recovery 9.6 megawatt and the material was upgraded so that instead of having the shelling carbon steel and the chips in stainless steel the whole heat exchangers are in stainless steel 316 titanium material these exchangers were started up in February 2012 so they have now been operating for more than four years you can split it up into 8 operating cycles which are roughly six months per cycle so as you can see compared to the SRC station is a bit shorter run life so maybe we've dwarf cattle chemicals that could also be increased to a little bit longer run length in between their shuttles the performance of these exchanges can be split into three different periods period one that is the first three operating cycles of the spiral heat exchanger lifetime it was a very very high thermal performance it was exceeding the expectations so actually the additional downstream steam generators that were inserted into the pre heat rain were not needed they were not in operation there were no issues with hydraulic performance so there was no fouling and no cleaning was really or no mechanical cleaning it was needed of these exchangers in between cycles they were only been flushed with light cycle oil so they were no opened and during this period they actually could stop use the antifouling chemicals that they used to reduce but there came a second period which was not giving us good performance and we could see it happened by the end of the first period that the pressure drop was building up very much specifically in the hot end of the two spiral heat exchangers in serious and it also created a reduced performance thermal performance in the heat exchanger so they'll even needed to do some mid-run flushing of the heat exchangers taking the heat exchangers out of operation one by one for a few hours and do a flushing you the rug and by the end it was decided that just doing a chemical cleaning by with these heat exchangers with recycling and see like cyclone is not efficient enough so we really need to open these heat exchangers and do a mechanical cleaning and when they were opened a lot of solids were found inside the heat transfer channel of this hot and spiral heat exchanger which was the first one seeing that Miss breaking residue so it was obvious that the strainers that were installed to protect the heat exchangers from solids from rocks had not been doing their job careful enough so after some hard work to clean those heat exchangers get those rocks out of them we see now again period 3 which is the last latest operating period of the spiral heat exchangers the thermal performance being back as per the first period same the hydraulic performance and so far no cleaning has been needed so looking at the operating they done what you see in these graphs here are three curves and they show period one period to and period three period one is the red color period blue is the blue superior to is the boot and period three is the green and what you can see during the period one by the end of the cycle you can see a quite high increase in pressure drop on the hot end spiral for the VIS breaking residue flow and that is when the soul it's entered into the heat transfer channel and then because the heat exchangers couldn't be properly cleaned just by chemical cleaning or lco flushing when period two started the pressure drop started already from a higher level which means the increase in pressure drop was not so high but it's thought from a higher level and they were actually hydraulically limited during a period which means the spiral needed to be bypassed and that can be seen in the next graph which is showing the thermal performance because when you bypass the spiral of course you solve the hydraulic limitation but you reduce the thermal performance so what you see here now is the Haupt approach temperature and again you have the red curve for period while and the green curve for period 23 and you will see the blue curve for period 2 with a bigger temperature approach and a lower and heat recovery performance during this period where they were solids in the heat transfer channel but as you can see again now after the proper mechanical cleaning removing the solids from the spiral period 3 is now back at the same performance as when the heat exchanges were cleaned and started up from the beginning so to summarize the presentation with the case story we hope that we have shown to you that I've spiral heat exchanger technology it is possible to maximize the capacity of your existing heavy oil processes even if you have very limited space available you can minimize fouling you can run for a long run length without maintenance but probably even longer with antifouling chemicals you can maximize the energy recovery and keep it high over time because of the low fouling tendency and because of the less cleaning required and because of the possible to do cleaning without opening the heat exchangers you increase the reliability and the safety for your workers and also you can save Catholics if you are looking at the new unit maybe not the best breaker but instead of 12 shell and tube heat exchangers you can use only two spiral heat exchangers with forty percent higher capacity and that's why we see today we have more than 45 spiral exchangers in this breaking units preheat train and in total more than hundred and forty-five spiral need exchangers for heavy oil processing so thank you very much for your attention and I'm looking forward to all the questions that you will be typing into the app or asked the traditional way with microphone is what we doing both thank you very much Oh you